Toque em Chuck de alta precisão CNC Tapping Chuck Overload Protection Design
1. Vantagens de desempenho central
Alta precisão e estabilidade
Usando a tecnologia de usinagem de precisão, o desvio da face final pode ser controlado dentro de 0,003 mm, garantindo a coaxialidade e o acabamento da superfície da usinagem de roscas.
O design da estrutura elástico ou hidráulica pode compensar automaticamente os pequenos desvios, reduzir os riscos de vibração e desalinhamento de rosca.
Substituição rápida e produção eficiente
O design da mudança rápida permite a substituição da ferramenta sem interromper a máquina, reduzindo o tempo auxiliar e melhorando a eficiência do processamento.
As interfaces padronizadas (como ER, HSK) são compatíveis com uma variedade de eixos de máquinas -ferramenta para simplificar o processo de operação.
2 Vantagens de projeto funcional
Mecanismo de proteção contra sobrecarga
O dispositivo de proteção de sobrecarga mecânica ou hidráulica embutido, libera automaticamente a pressão quando a força de corte excede o limite para evitar quebras de torneira e danos na peça de trabalho.
Adaptabilidade multi-cenário
Suporta requisitos de exploração para condições de trabalho complexas, como orifícios cegos, orifícios profundos e peças de paredes finas, e o design de ranhura especial otimiza os caminhos de remoção de chips.
É compatível com uma variedade de especificações de threads de M1 a M30 para atender aos diferentes requisitos de tamanho de processamento.
3. Vantagens de material e processo
Tecnologia de revestimento resistente ao desgaste
Use nitragem, Ticn/Tialn e outros processos de revestimento para melhorar a dureza da superfície e a resistência à alta temperatura e prolongar a vida útil da ferramenta.
O tratamento anticorrosão (como materiais de revestimento ou liga especial) se adapta a ambientes úmidos ou químicos.
Estrutura leve e equilíbrio de rigidez
Otimize a estrutura de conexão entre o corpo do chuck e a alça da ferramenta para reduzir o peso, mantendo alta rigidez e reduzindo a carga do fuso.
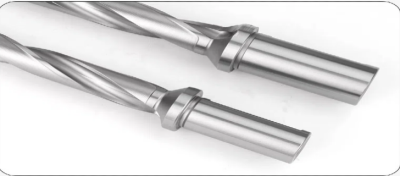
Toque em Chuck: o portador principal da tecnologia de toque de precisão
No campo do processamento mecânico, o toque, como a ferramenta principal para o processamento de roscas, desempenha um papel fundamental na transmissão de torque e na proteção com precisão da torneira. Seu design integra mecânica de materiais, fabricação de precisão e adaptabilidade de processos e se tornou uma parte indispensável das modernas máquinas -ferramentas CNC e linhas de produção automatizadas.




Precisão de design estrutural e funcional
A estrutura do núcleo do chuck da torneira consiste em uma interface de haste de cone, um mecanismo de fixação e um módulo de proteção contra sobrecarga. A interface de haste diminuta geralmente adota Morse diminua (como MT2/MT3) ou o padrão de chuck da mola e realiza conexão de alta rigidez com o eixo da máquina-ferramenta através do princípio do afastamento do redução de auto-bloqueio, e a precisão do execução da face final pode ser controlada dentro de 0,003 mm. O mecanismo de fixação envolve radialmente a torneira através de uma manga elástica ou estrutura de expansão hidráulica, que não apenas garante a distribuição uniforme da força de fixação, mas também compensa automaticamente menores compensações durante o processamento, evitando efetivamente o desalinhamento da rosca. Alguns modelos de ponta também integram um limitador de torque mecânico, que libera automaticamente quando a resistência ao corte excede o limiar predefinido, reduzindo significativamente a taxa de quebra da torneira.
2.
Para atender às necessidades de processamento de alta resistência, o corpo da tap chuck é forjado principalmente com aço de 40CR de liga de liga ou 20crmnti titânio. Após a extinção e a temperatura, a dureza pode atingir 58-60HRC, que tem resistência ao desgaste e resistência ao impacto. Os revestimentos Tialn ou Ticn são frequentemente aplicados às principais superfícies de contato para aumentar a dureza da superfície para mais de 3000HV, e a resistência à alta temperatura excede 600 ℃, o que é particularmente adequado para o processamento contínuo de materiais difíceis de cortar, como aço inoxidável e ligas de titânio. Em termos de projeto estrutural, um eixo oco leve e a ranhura de dispersão de tensão são usados para reduzir o peso em 20% a 30%, garantindo rigidez, reduzindo a carga do fuso durante a rotação de alta velocidade.
3. Inovação de engenharia para adaptação multi-cenário
Para diferentes ambientes de processamento, os toques de taps derivaram variantes especializadas: o tipo de tocagem de orifício cego pode penetrar em orifícios cegos com uma proporção de profundidade de orifício de 5: 1 reduzindo o comprimento do chuck e otimizando o canal de remoção de chip; O tipo de processamento síncrono de vários eixos está equipado com uma interface da placa de indexação da série CT, suportando 4-12 mandris para girar de maneira síncrona, aumentando a eficiência do processamento da rosca em lote em mais de 3 vezes. No campo da automação, o Chuck inteligente equipado com uma interface elétrica M12 pode fornecer feedback em tempo real sobre o status de fixação e os dados de torque, formando um controle de circuito fechado com o sistema CNC para obter otimização do processo para a produção não tripulada.
| Diâmetro da broca do orifício inferior da linha (fios métricos grossos) | |||||||
| Especificação de thread | M1 × 0,25 | M1.4 × 0,3 | M1.8 × 0,35 | M2 × 0,4 | M2.2 × 0,45 | M2.5 × 0,45 | M3 × 0,45 |
| Diâmetro do bit de perfuração | 0,75 | 1.1 | 1.45 | 1.6 | 1.75 | 2.1 | 2.5 |
| Especificação de thread | M4 × 0,7 | M5 × 0,8 | M6 × 1 | M8 × 1,25 | M10 × 1,5 | M12 × 1,75 | M14 × 2 |
| Diâmetro do bit de perfuração | 3.3 | 4.2 | 5 | 6.8 | 8.5 | 10.3 | 12 |
| Especificação de thread | M16 × 2 | M18 × 2,5 | M20 × 2,5 | M22 × 2,5 | M24 × 3 | M27 × 3 | M30 × 3,5 |
| Diâmetro do broca | 14 | 15.5 | 17.5 | 19.5 | 21 | 24 | 26.5 |
| Especificação de thread | M33 × 3,5 | M36 × 4 | M39 × 4 | M42 × 4.5 | M45 | M48 × 5 | |
| Diâmetro do bit de perfuração | 29.5 | 32 | 35 | 37.5 | 40.5 | 43 | |
| Diâmetro da broca do orifício inferior da linha (fios métricos grossos) | |||||||
| Especificação de thread | M3 × 0,35 | M4 × 0,5 | M5 × 0,5 | M6 × 0,75 | M8 × 1 | M8 × 0,75 | M10 × 1,25 |
| Diâmetro do bit de perfuração | 2.7 | 3.5 | 4.5 | 5.3 | 7 | 7.3 | 8.8 |
| Especificação de thread | M10 × 1 | M10 × 0,75 | M12 × 1.5 | M12 × 1,25 | M12 × 1 | M16 × 1.5 | M16 × 1 |
| Diâmetro do bit de perfuração | 9 | 9.3 | 10.5 | 10.8 | 11 | 14.5 | 15 |
| Especificação de thread | M20 × 2 | M20 × 1,5 | M20 × 1 | M24 × 2 | M24 × 1.5 | M24 × 1 | M30 × 2 |
| Diâmetro do bit de perfuração | 18 | 18.5 | 19 | 22 | 22.5 | 23 | 28 |
| Especificação de thread | M30 × 1,5 | M30 × 1 | M36 × 3 | M36 × 2 | M36 × 1,5 | M42 × 4 | |
| Diâmetro do bit de perfuração | 28.5 | 29 | 33 | 34 | 34.5 | 38 | |
| ISO529-GT12 | Toque no tamanho da cabeça do haste de haste | D | D1 | L1 | L2 | Alcance de potência | H |
| M1-M2 | 2.5x2 | 19 | 37 | 22 | 26 | M1-M10 | 10 |
| M2.2-M2.5 | 2.8x2.24 | ||||||
| M3 | 3.15x25 | ||||||
| M4 | 4x3.15 | ||||||
| M5 | 5x4 | ||||||
| M6 | 6.3x5 | ||||||
| M8 | 8x6.3 | ||||||
| M10 | 10x8 | ||||||
| ISO529/2283-GT12 | Toque no tamanho da cabeça do haste de haste | D | D1 | L1 | L2 | Alcance de potência | H |
| M3 | 2.24x1.8 | 19 | 37 | 22 | 26 | M3-M16 | 10 |
| M4 | 3.15x2.5 | ||||||
| M5 | 4x3.15 | ||||||
| M6 | 4.5x3.55 | ||||||
| M8 | 6.3x5 | ||||||
| M10 | 8x6.3 | ||||||
| M12 | 9x7.1 | ||||||
| M14 | 11.2x9 | ||||||
| M16 | 12.5x10 | ||||||
| ISO-GT24 | Tapshank DiameterxSquare Tamanho da cabeça | D | D1 | L1 | L2 | Alcance de potência | H |
| M5 | 5x4 | 30 | 57 | 30 | 40 | M5-m30 | 12 |
| M6 | 6.3x5 | ||||||
| M8 | 6.3x5 | ||||||
| M10 | 8x6.3 | ||||||
| M12 | 9x7.1 | ||||||
| M14 | 11.2x9 | ||||||
| M16 | 12.5x10 | ||||||
| M18 | 14x11.2 | ||||||
| M20 | 14x11.2 | ||||||
| M22 | 16x12.5 | ||||||
| M24 | 18x14 | ||||||
| M27 | 20x16 | ||||||
| M30 | 20x16 | ||||||
| IS0529/2283-GT42 | Toque no tamanho da cabeça do haste de haste | | D | D1 | L1 | L2 | Alcance de potência | H |
| M24 | 18x14 | 45 | 85 | 48 | 68 | M24-M42 | 20 |
| M27 | 20x16 | ||||||
| M30 | 20x16 | ||||||
| M33 | 22.4x18 | ||||||
| M36 | 25x20 | ||||||
| M39 | 28x22.4 | ||||||
| M42 | 28x22.4 | ||||||